TIG溶接ダイヘン製ニ軸ポジショナーを水冷仕様に変更したい
ロボット外部軸2軸ポジショナーの中に冷却水ホース、シールドガス、エアー、電装配線を通し、温度条件・溶接条件の安定化。

特設ページ


TIG溶接ダイヘン製ニ軸ポジショナーを水冷仕様に変更したい
ロボット外部軸2軸ポジショナーの中に冷却水ホース、シールドガス、エアー、電装配線を通し、温度条件・溶接条件の安定化。
板厚1.0㎜、パイプ径が22.2㎜と細く、フランジが鋳物で、溶接条件の安定が難しかった。母材温度変化によりTIG溶接の条件も変わるため、治具を水冷化することで溶接条件を安定させた。(銅の受けブロックに水を通す。)
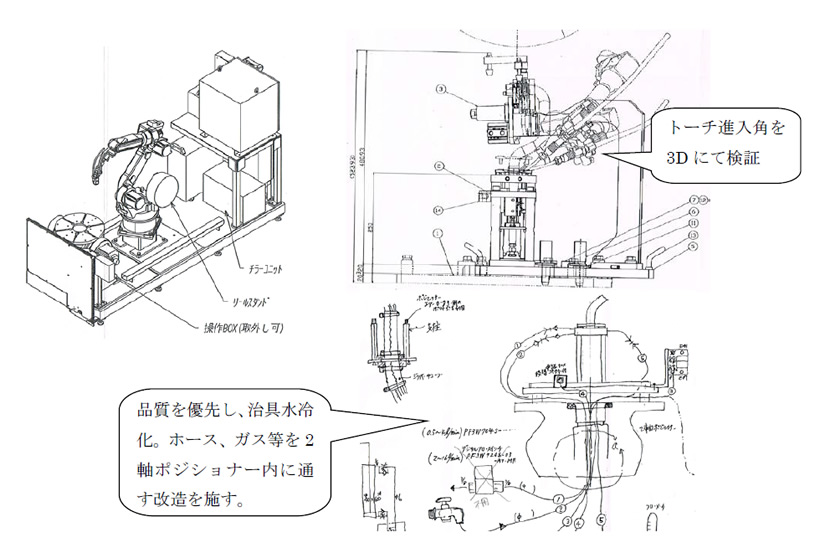
エンドレス回転こそ出来ないが、ポジショナーの中空軸部を改造し、電気信号多芯ケーブル1本、エアーホース1本、冷却水ホース2本、アルゴンガスホース1本を通し、バックガス&冷却治具仕様の治具を構成した。
<ワーク情報>
パイプ径22.2㎜、板厚約1㎜、全長199㎜(第2ワークは250㎜)のパイプとフランジの円周溶接。パイプがすぐに90度曲がっているため、フランジの溶接部にトーチを入れる事が非常に難しい。
形状的にトーチが入りにくく、安定した溶接品質を確保するのが難しいワークだった。
そこで、ロボット外部軸2軸ポジショナーに設けた水冷治具を使って、ワークの溶接品質を安定化させた。
治具を水冷仕様にしたため、ワークの割れが現状し、不良率が下がった。